

Anion Extractors
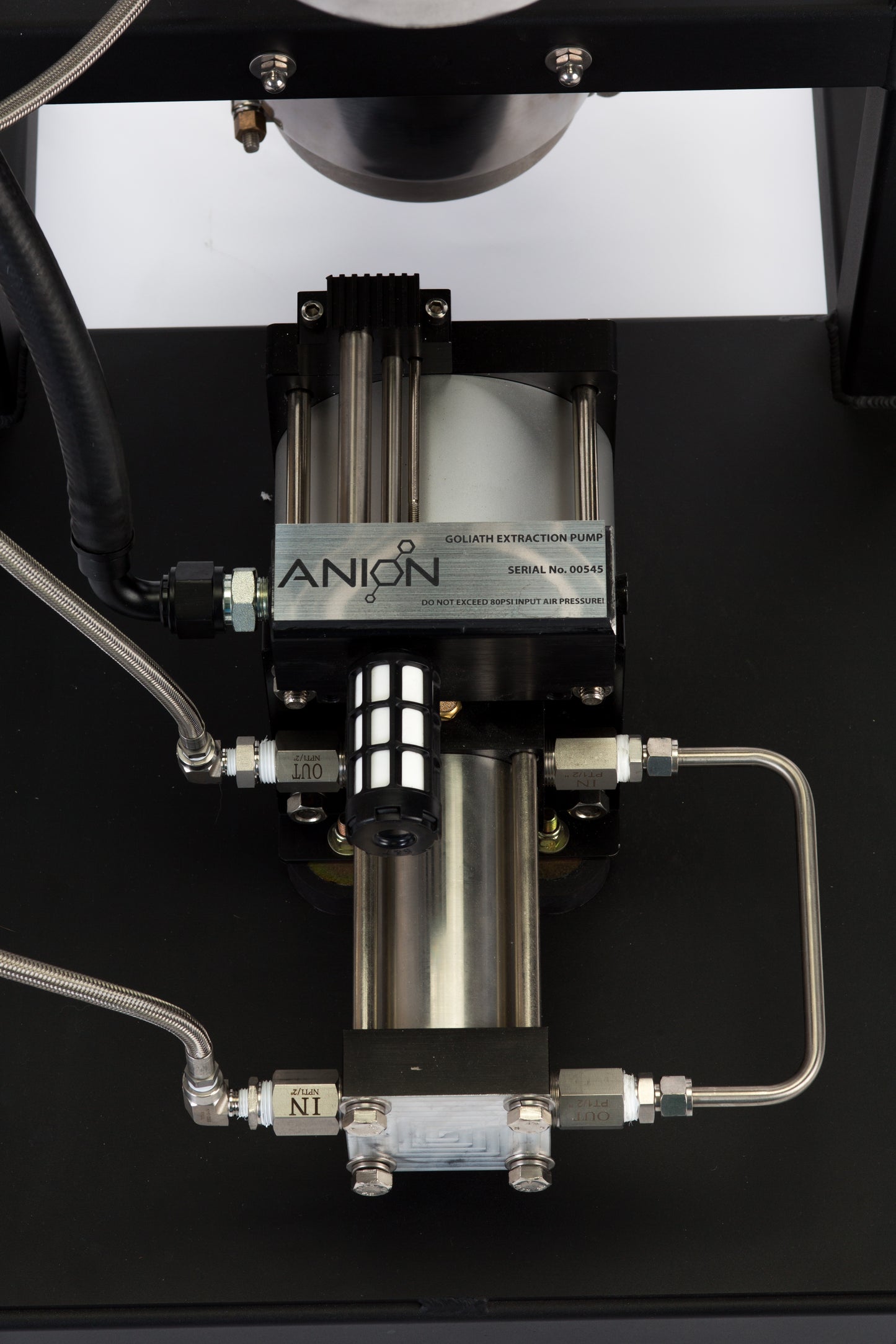
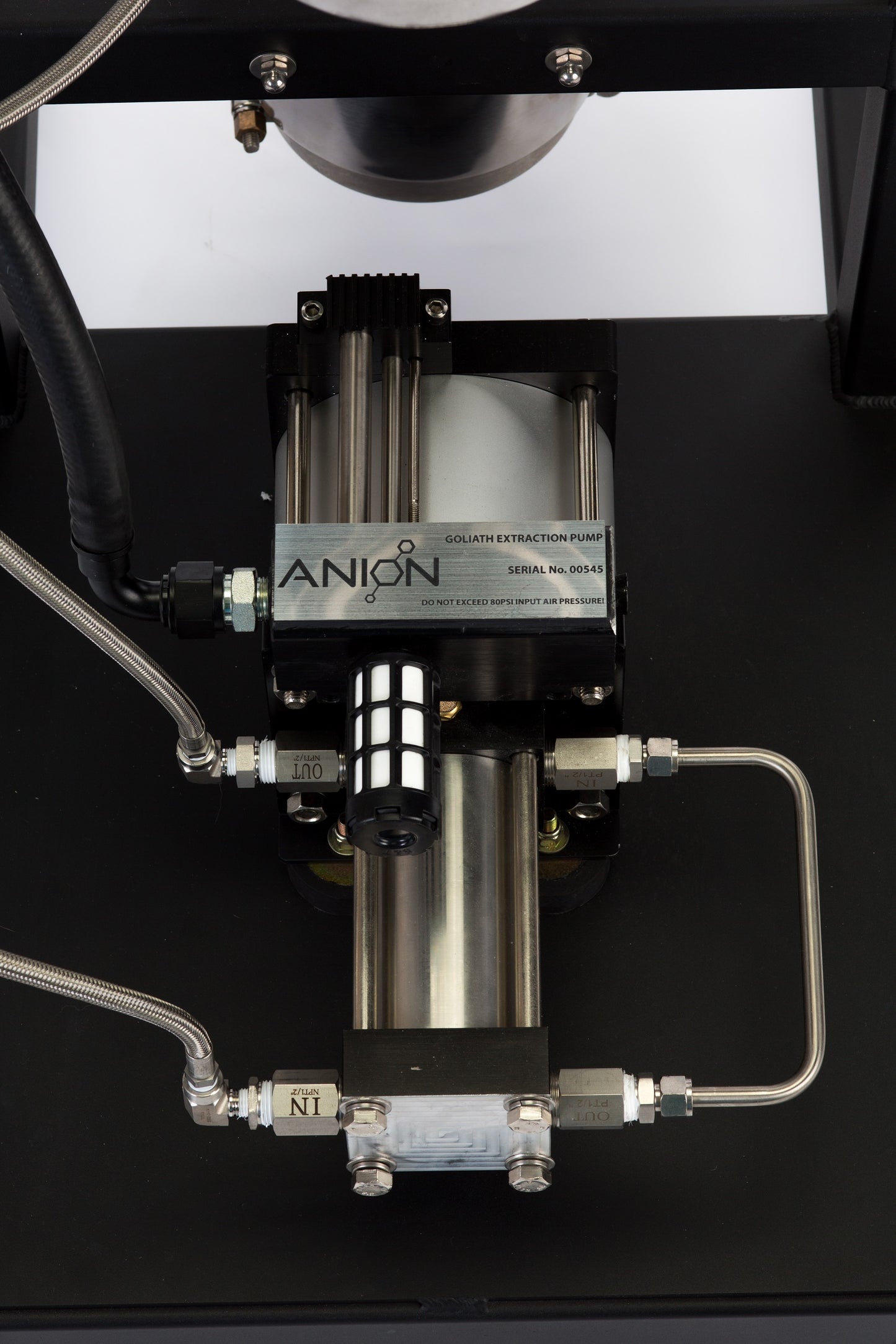
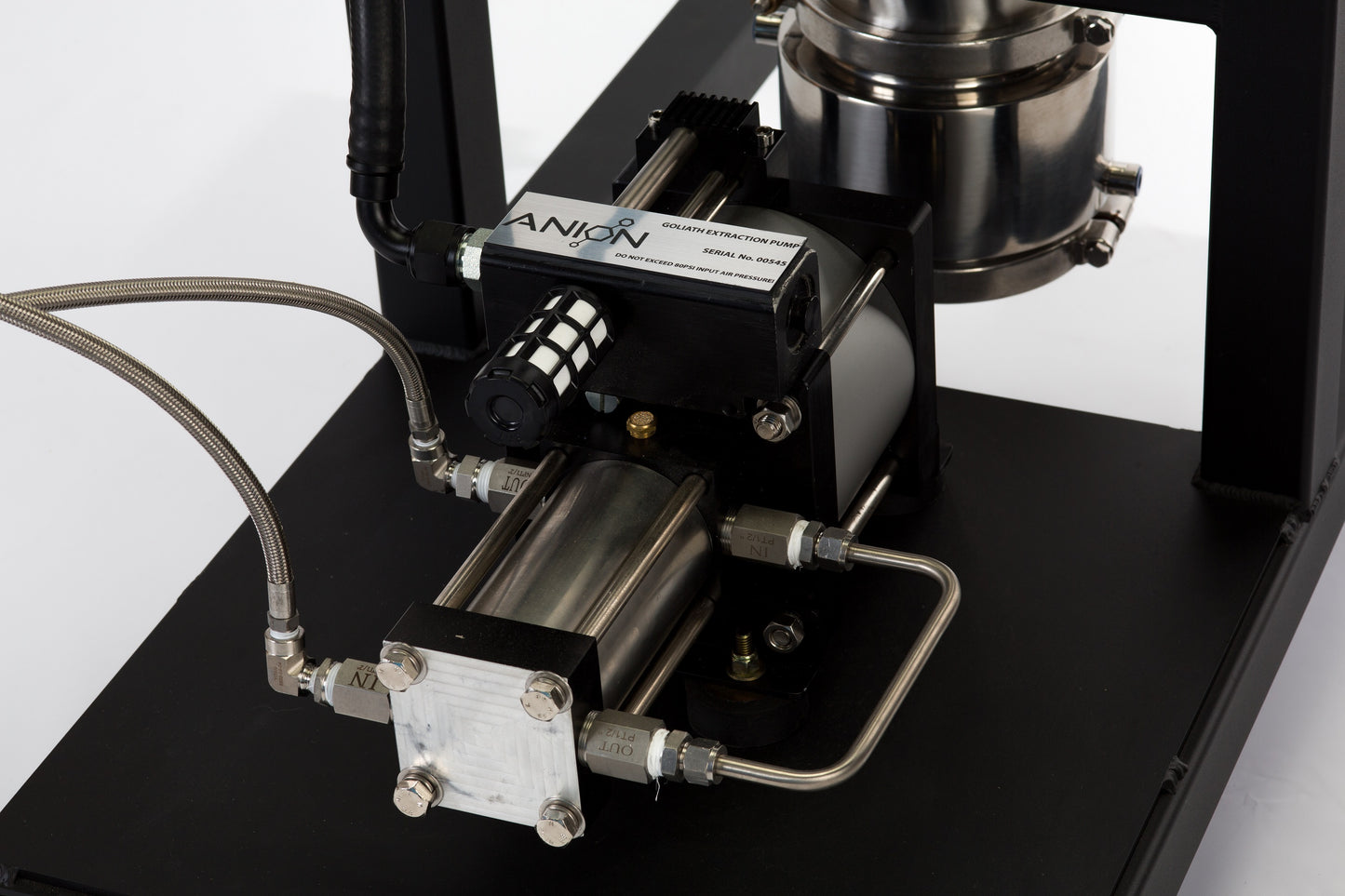
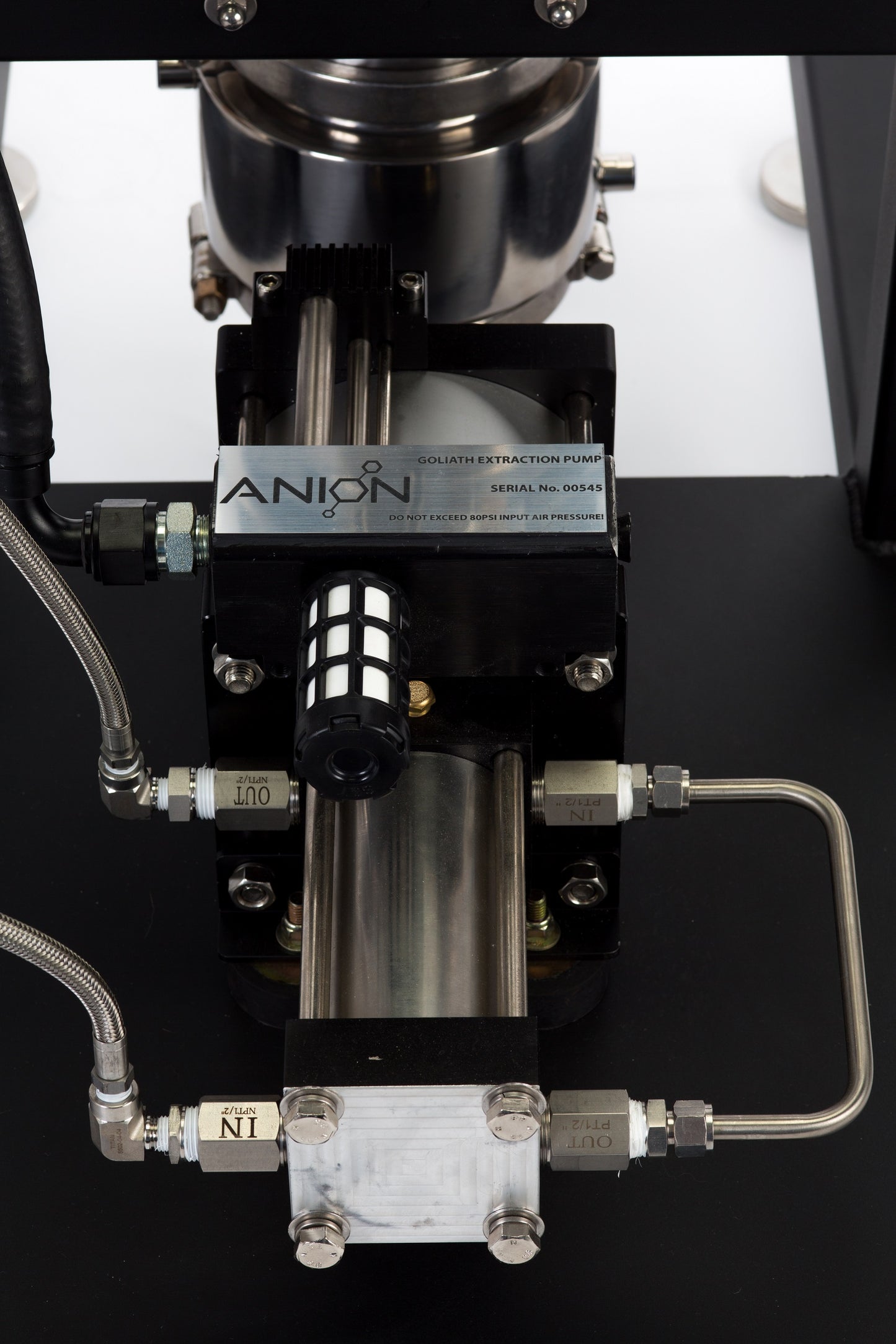
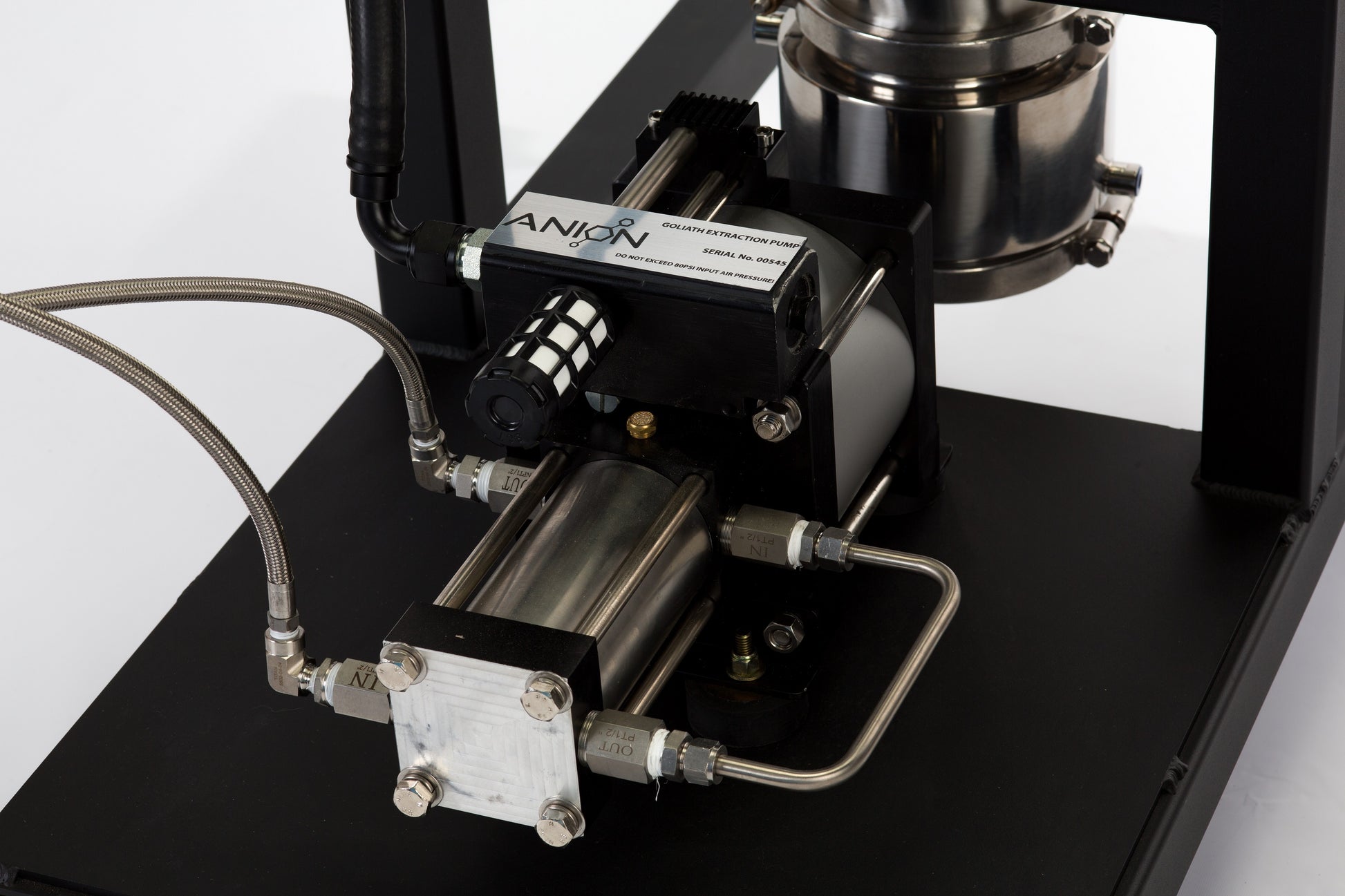
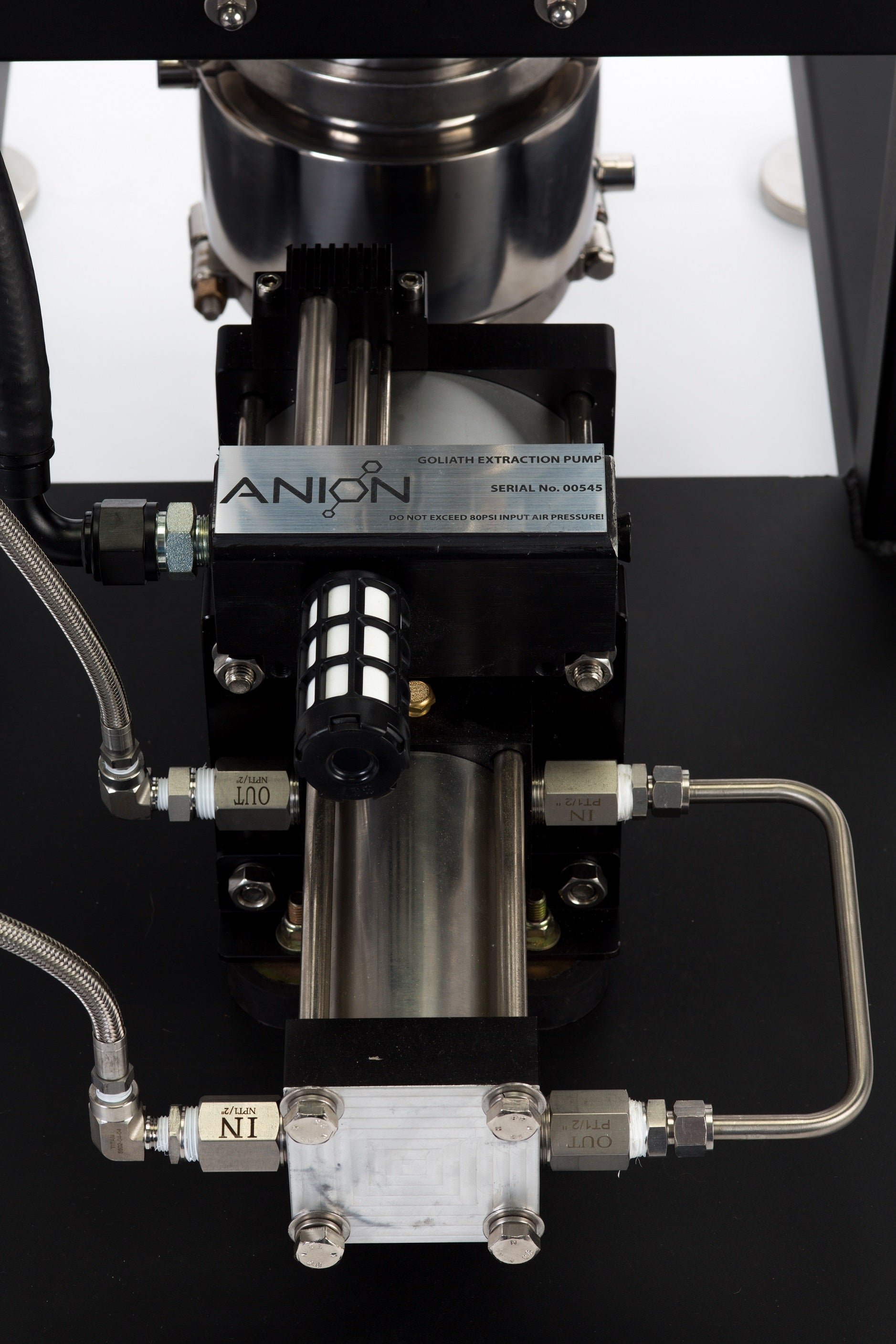
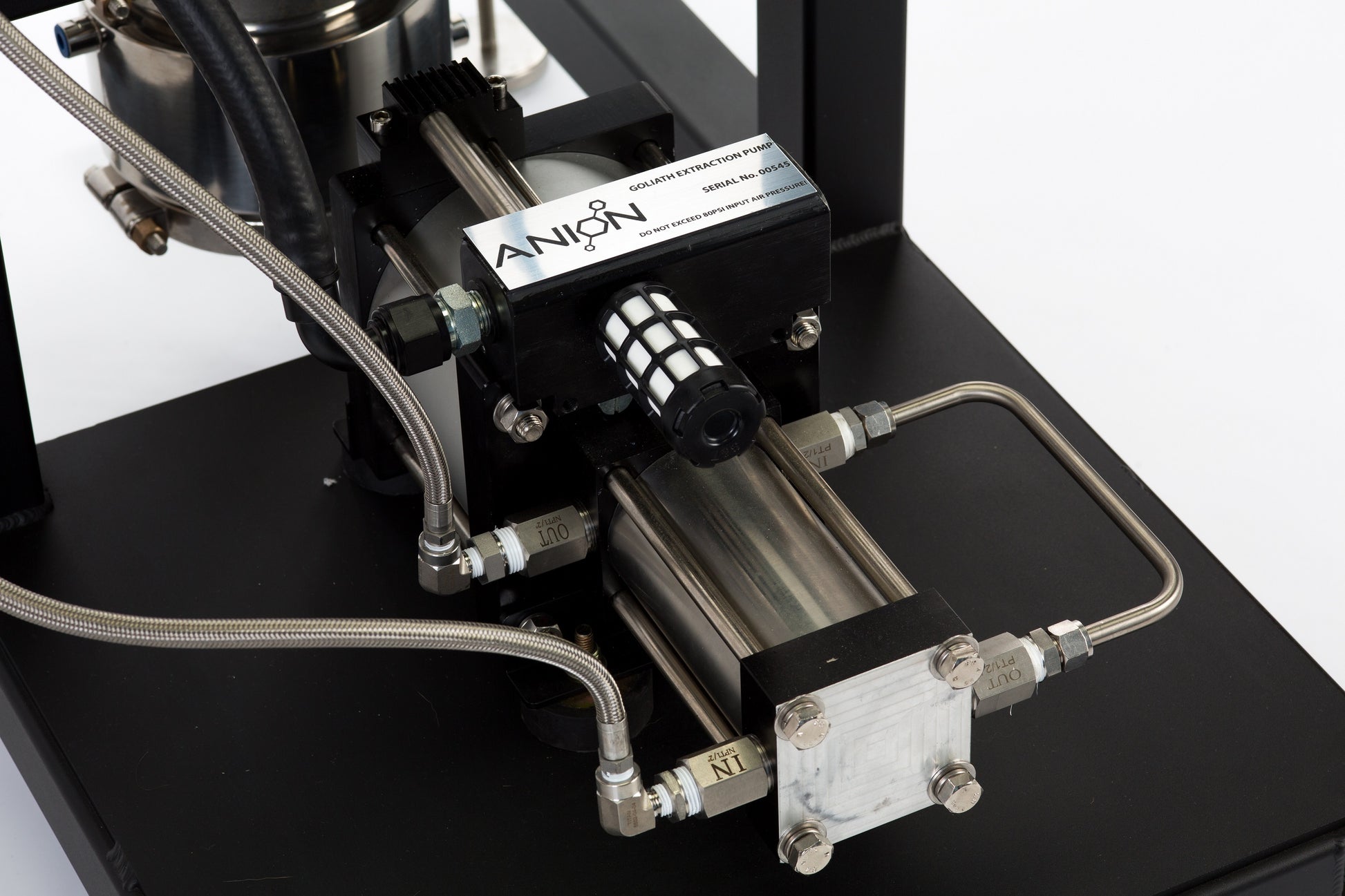
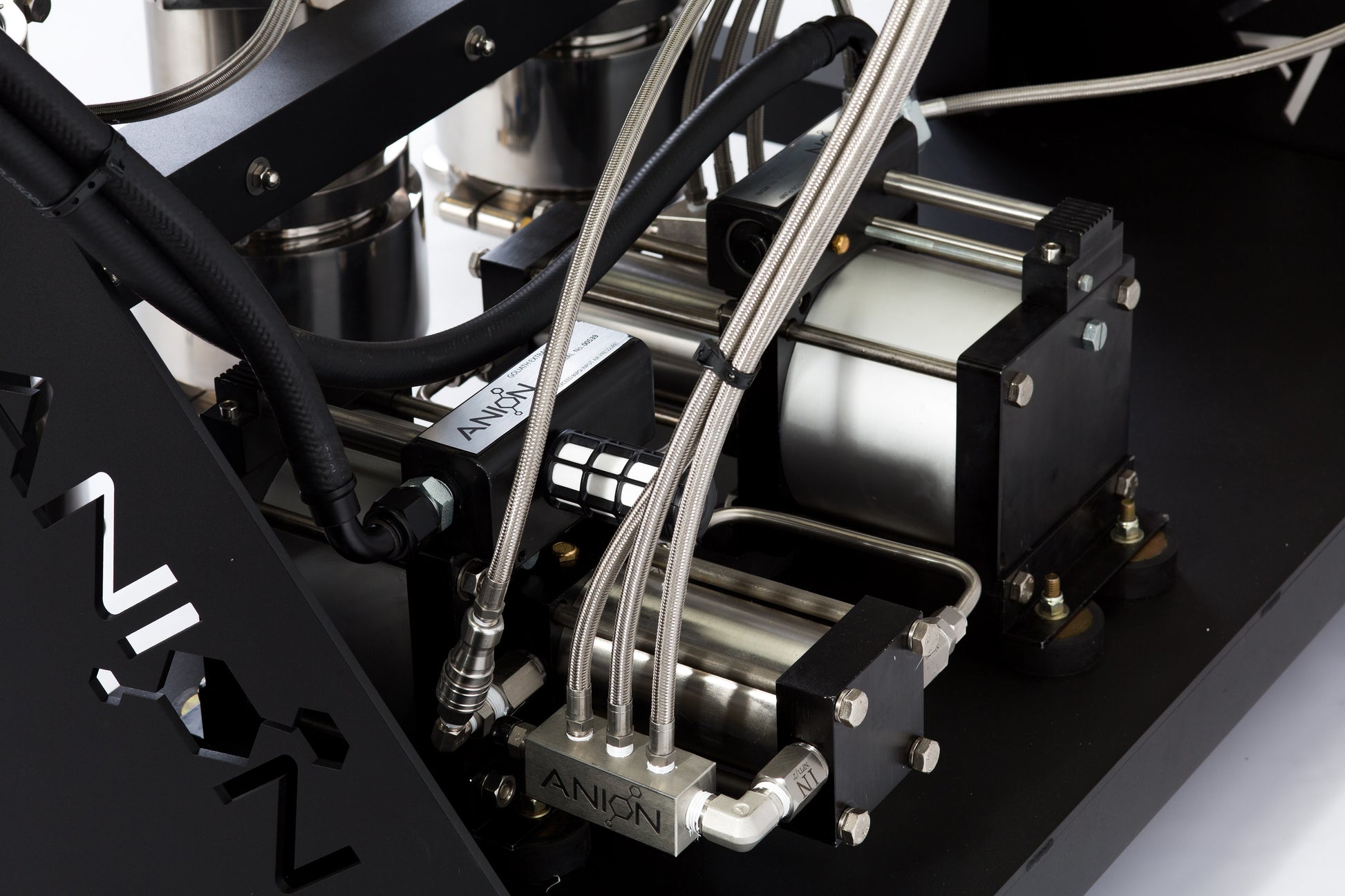
Goliath Extraction Pump
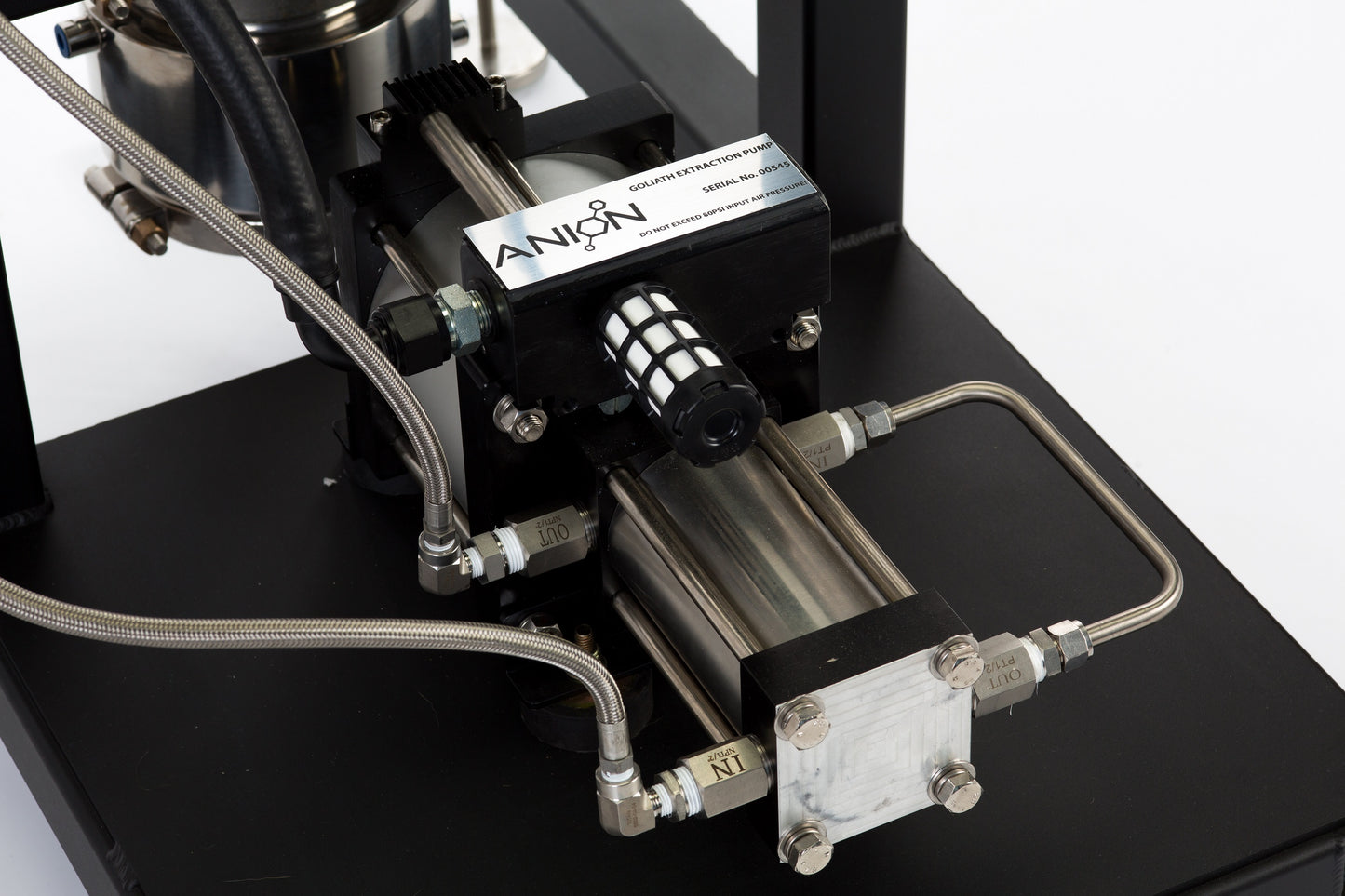
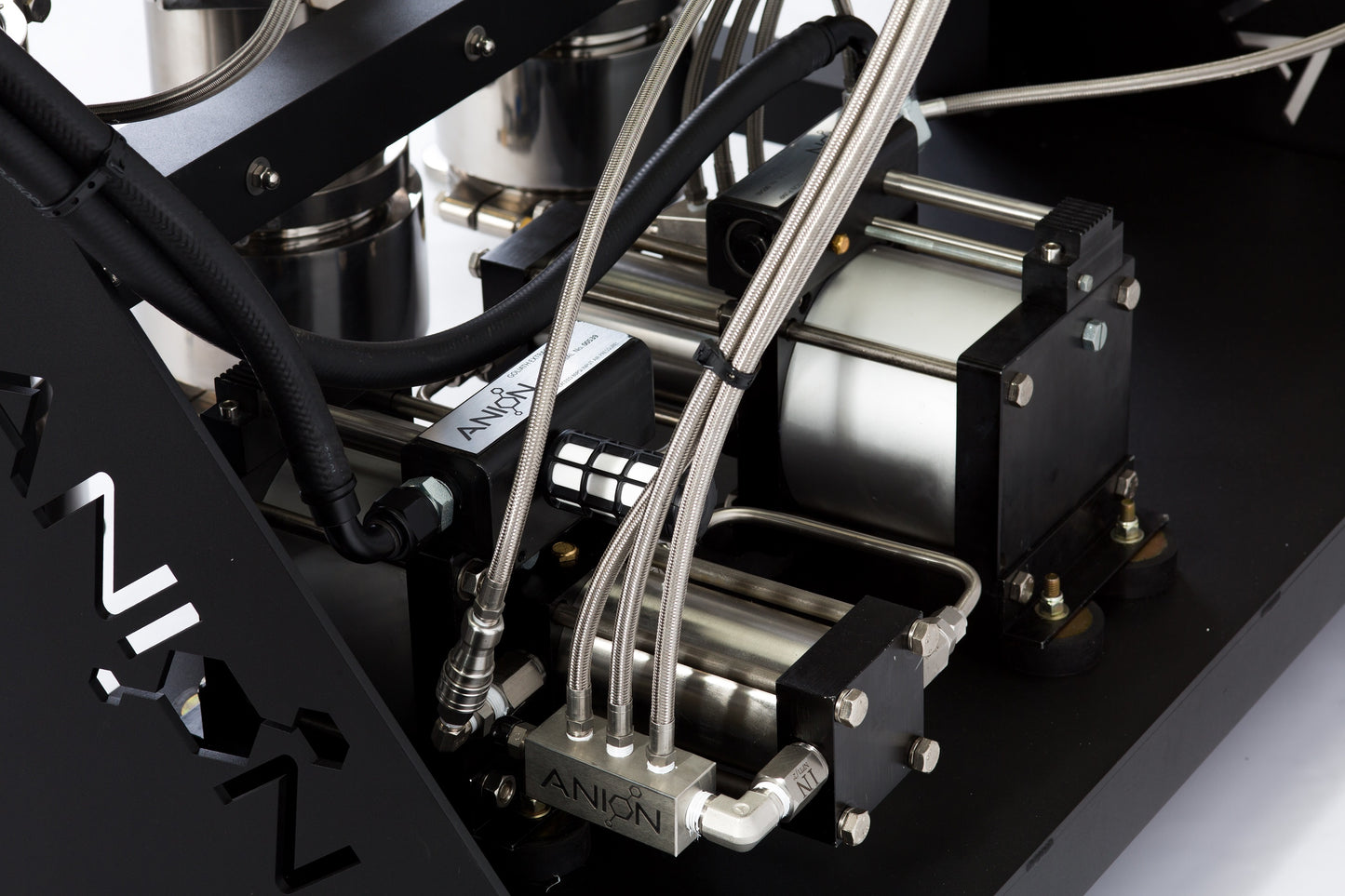
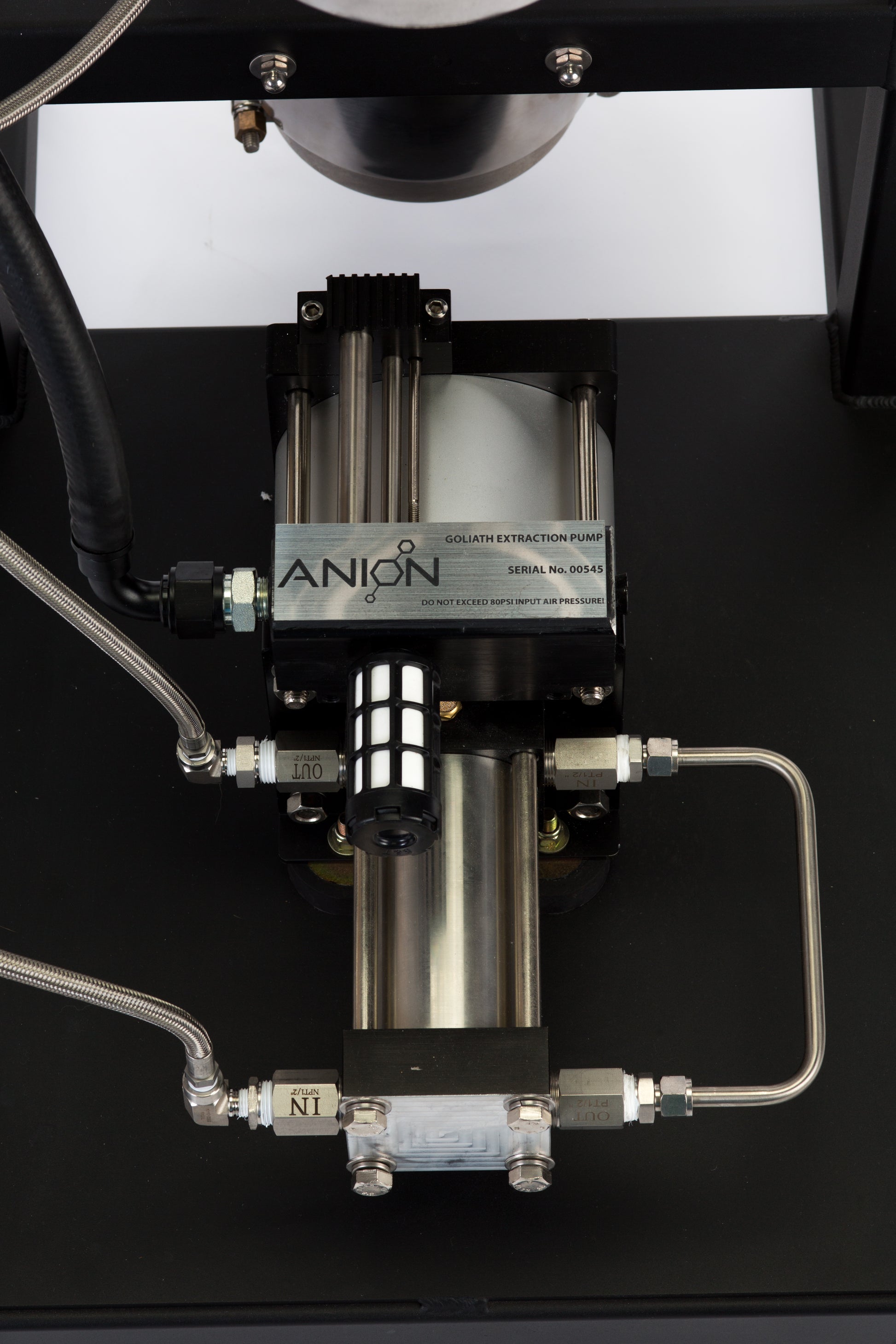
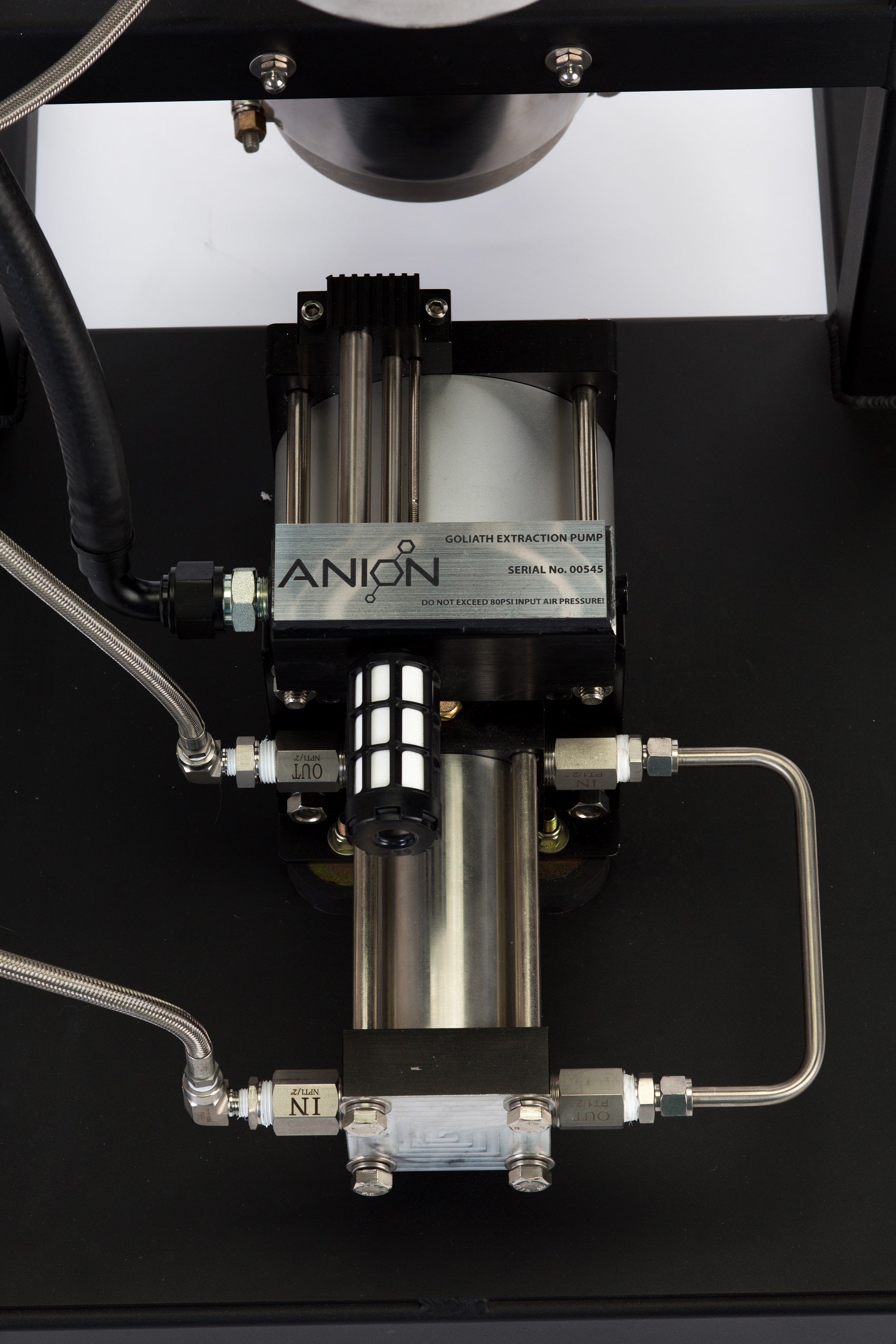
Goliath Extraction Pump
The GOLIATH Dual Stage extraction pump is a 4:1 ratio pneumatically driven refrigerant / hydrocarbon rated vacuum pump for transferring butane, propane, and similar gases. Because it is pneumatically driven, it is 100% safe and legal to use in a Class 1 Division 1 rated room - unlike most extraction pumps on the market today. Engineered to move large volumes quickly, this pump is ideal for anyone looking to make their essential oil extraction machine operate both quickly and safely. These mammoths boast some of the fastest recovery times on the market with a single pump recovering 1lb of butane in as little as 1 minute*. The Goliath pumps also have the ability to pull near full vacuum. This allows for lower boiling points and faster recovery times without hotter recovery temperatures. Also, this eliminates the need for additional vacuum pumps to evacuate the system prior to flooding.
Video: LINK
* 1lb/min under ideal conditions. Air supply, recovery temperature, surface area, and recovery pressure all play key rolls in the recovery process. Recovery rate is not guaranteed.
GOLIATH pumps are 100% rebuildable, and can be done by the end user, or quickly at our service facility in Colorado Springs, CO. Turnaround time is usually 48-72hrs.
Stable, clean, and dry air, and clean refrigerant / solvent are both essential to the longevity of the pump. We have a complete air filtration and regulation unit available separately. An SMC pneumatic filter / muffler for exhaust air is included with the pump.
| Model Number | GOLIATH |
| Power Source | 80PSI Dry/Clean Compressed Air |
| Air Requirement | 35+ CFM |
| Operating Temperature | 25F to 145F for air driven section, 0F to 240F for high pressure gas section. |
| Suitable Gases/Liquids | Butane, Propane, Helium, Air, Carbon Dioxide, Argon, CO2, etc. |
| Maximum Gas Outlet Pressure | 450psi |
| Maximum Gas Inlet Vacuum | -27inHg |
| Air Input Port Size | 1/2" NPT |
| Gas Input Size | 1/2" NPT |
| Gas Output Size | 1/2" NPT |
| Seal Material | Viton/PTFE |
| Wetted Section Material | Stainless Steel |
| Warranty | 1 Year Warranty *When used with Anion inline filtration (Trifecta/Minifecta) |